Anaerobic Faecal Sludge Treatment Plant
Organisation that implemented the case study
Bangladesh Red Crescent Society
Swedish Red Cross
International Federation of Red Cross and Red Crescent Societies

Currently, there are 929,606 Rohingya refugees residing in 33 congested camps that have been officially designated by the Government of Bangladesh. This population surge occurred as a result of the extreme violence outbreak in Myanmar’s Rakhine State on August 25, 2017, which led to an estimated 687,000 Rohingya refugees crossing the border into Cox’s Bazar, Bangladesh. The Rohingya refugees have repeatedly sought refuge in Bangladesh due to ongoing persecution. Previous significant influxes occurred following acts of violence in Rakhine State in 1978, 1992, 2012, and once again in 2016. However, the largest and most rapid refugee influx from Myanmar into Bangladesh began in August 2017.
Operating within highly congested settings, such as the Rohingya camps, WASH actors face numerous challenges in implementing effective faecal sludge treatment processes that can efficiently remove pathogens. These challenges primarily stem from space limitations, which impose constraints on the inclusion of appropriate, safe, and sustainable processes for treatment.

The overall planning of the FSTP at Camp 18 has been done considering the economical aspects and hence the possible existing modules have been used in order to cover the total capacity of the treatment plant.
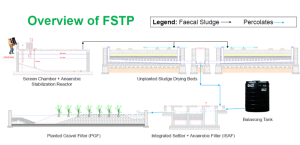
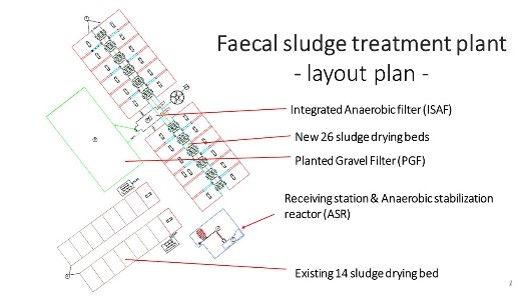
The proposed new modules are as follows;
1. Anaerobic Stabilization Reactor (ASR) Tank integrated with Screening Chamber
2. Unplanted Sludge Drying Beds
3. Integrated Settler + Anaerobic Filter (ISAF)
4. Planted Gravel Filter (PGF)
Anaerobic Stabilization Reactor (ASR)
The screened faecal sludge goes to ASR. It is two chambered reactor where anaerobic biodegradation of readily degradable organics present in the FS takes place. Along with degradation, main treatment processes occurs in the ASR are homogenization of fresh and digested FS and stabilization. Stabilized FS dewaters quickly on the Sludge Drying Bed. The outlet discharge pump is used for creating a turbulence in the reactor.
Screening Chamber/Receiving Station
The screening is a basin to trap large solids (rags, paper, plastics, and metals) using different size screens and for settling of grits (sand, gravel, cinder). The screens are provided with parallel bars vertically or horizontally with a specific opening size. The solids collected in this chamber removed regularly and disposed safely.
Sludge Drying Beds (solid liquid separation)
An Unplanted Sludge Drying Bed (UPDB) or Sludge Drying Bed (SDB) is a simple, permeable bed filled with several drainage layers that, when loaded with sludge, collects percolated leachate and allows the sludge to dry by percolation and evaporation. Approximately 50% to 80% of the sludge volume drains off as liquid or evaporates.
Unplanted sludge drying beds need to be desludged before fresh sludge is applied. Drying beds are relatively easy to construct and simple to maintain, although large surface areas and man- or mechanical power is required for regular desludging.
The percolate still contains pathogens and needs to be collected for treatment or controlled reuse. First unit of the liquid treatment is a Settler, an underground tank through which domestic wastewater flows for basic treatment. Settling and anaerobic processes reduce solids and organics, but the treatment efficiency is only moderate. Pathogens and nutrients are barely removed. Settler can be used as primary treatment, prior to secondary or even tertiary treatment.
The next integrated unit of the liquid treatment is Anaerobic Filter (AF) where biological degradation takes place without oxygen. Organics (BOD & COD) are reduced in this closed and underground unit with baffle and filter media. In order to remove the odour and colour and to enrich the wastewater with oxygen it is necessary to allow the wastewater to pass through aerobic treatment. Planted Gravel Filter (PGF) is made of planted filter materials consisting of graded gravel and the flow direction is horizontal. The main plants used in this filter bed are Canna Indica (local name: Kolaboti Plant), Reed juncus, Papyrus and Phragmites. The plant selection is mainly based on their ability to grow in wastewater and have their roots spread wide. PGF also aims in reducing the nutrients such as Nitrogen, Phosphorous and Potassium present in wastewater.
Design assumptions,
The treatment plant will serve 20000 population, 4000 household & 1500 latrines.
Sludge treatment capacity of 14 m³/day
Treatment technology: anaerobic treatment
Treatment objective pathogen elimination
Life expectancy: > 15 years
Capacity Sludge production of 0.6 l/person/day. FSTP in operation 5 days per week
Footprint: area of maximum 3,300 m2 (35,500 ft2)
Compliance with DoE standards for wastewater
Required skills Simple and robust technology that is transferable to site workers
Low operational costs, low tech.

This construction of this plant consists of site preparation, Anaerbic stabilizatiob reactor+screening chamber / Drying bed /Anaerobic Filter/Planted gravel filter/ Incinerator/access as well as necessary plumbing and fittings works. Whole construction had conducted by trained community volunteers from FDMN (‘Forcibly Displaced Myanmar Nationals’) with close supervision of RCRC WASH Project Staffs and Remote support of Consultant.
Faecal sludge arrives at the site either carried manually or pumped (from outlying FS transfer stations or relayed to site via temporarily commandeered septic tanks) and is discharged into a screened reception chamber. The reception chamber also acts as a sand and grit trap. From the reception chamber, flow passes through a pair of vertical openings within the far end of the reception chamber into a pair of balancing tanks referred to as the anaerobic stabilisation reactors (ASRs). The tanks operate on an alternating basis, with one tank being filled on one day, and the other tank being filled the following day. These tanks are fully enclosed, each with a dedicated ventilation cowl designed to avoid the build-up of an explosive methane atmosphere.
Each ASR tank is sized to provide a few days of FS storage to ensure the homogenisation of the incoming sludge. The tanks are equipped with a floating depth indicator, and when the volume of FS within one of the ASR tanks has reached a sufficient volume, part of the tank’s FS volume (approximately 15m3 or enough to fill four drying beds) is transferred by sludge pump via a dedicated sludge pipework to the sand drying beds. Prior to transfer, the sludge pump is first used to mix and homogenize the contents of the ASR to ensure as uniform a feed to the sand drying beds as possible.
Screening (i.e., solid waste) and grit/sand from the reception chamber are manually removed and transferred to one of the drying beds on a daily basis.
Drying times on the sand drying beds is approximately 10 days. Leachate from the drying beds in collected in a series of interconnected register chambers and passed forward to Integrated Settlement and Anaerobic Filter (ISAF) unit, comprising of three sequential up-flow chambers, the first being a settlement unit and the second and third being anaerobic baffled reactors. From the ISAF, the flow then passes forward to a Planted Gravity Filter (PGF). The PGF comprises of two parallel units, which operate in a daily alternating mode. The discharge of the PGF represents the official final discharge point from the FSTP, although the effluent is re-used in an adjacent banana plantation prior to discharging to the watercourse.
Sludge from the drying beds is removed and incinerated in a pair of De Montfort incinerators. Ash from the incinerator is then used as a soil conditioner and fertiliser.

- Discharged Effleunts are passes through Banana plantations before final discharge
- The ashes after burnt dried sludge by incinerator uses as soil conditioners for household gardens
- Safe to operate
- Treatment capacity of 20,000 people
- Minimum power requirement
- Safe disposal of sludge (with eventual re-use)
- Effluent quality achieving – where possible – Bangladeshi government standards
- Zero chemical use
- Capable of receiving pumped sludge and manually handled sludge
- Easy to operate and maintain
- Maximise use of locally available materials and equipment
- Minimal odour impact
- Capex is higher
- High footprint
- Skilled labour for operation required
- Setup to be carried out under an engineer‘s supervision

Project Details

Cox's Bazar
Bangladesh

Nutrient reduction
Pathogen reduction
Sludge reuse
Reuse of treated wastewater
Solid/liquid separation
TSS and TDS reduction

Settler
Unplanted drying beds
Anaerobic baffled reactor
Incineration
Constructed wetland
Anaerobic filter



Pour flush toilet
Handwashing Facility
Septic tank not connected by greywater
Shallow Trench Latrine
Unlined pit or tanks connected by greywater
Urinal
Flush toilet
Health facilities
Lined pit latrines
Pit latrines affected by groundwater infiltraton
Lined Pit or tank connected by greywater
Public toilets
Septic tank connected by greywater
Unlined pit latrines

Effluent
Strong winds
Only locally available materials
No permission to build a permanent structure
No connection to the water network
No connection to the electricity network
Limited space
Limited road access, only for small vehicles
Landslide
High water table
Heavy Rain or monsoons
Flood prone area

Design and Engineering Specialist
FSM specialist for design
Local NGO for operation and maintenance
Still have questions?
You could not find the information you were looking for? Please contact our helpdesk team of experts for direct and individual support.